一、什么是PCBA加工中常说的白斑
部分
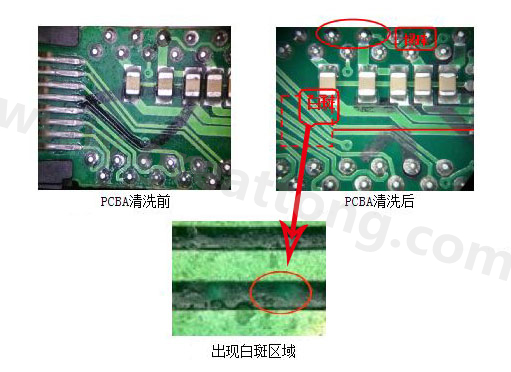
PCBA加工成品中可能会遇到白斑问题,白斑现象一般出现在焊接过程或焊后清洗过程中,主要表现为PCB表面、引脚及焊点表面或周围出现白斑或白色残留物,白斑物质的成分可能是结晶松香、松香变性物、有机和无机金属盐、组焊剂、助焊剂或清洗剂等反应物以及焊接高温产生的其他化学物质,但大部分是来自于助焊剂中的松香或水溶性酸发生了化学变化,造成所产生的物质较其原组成更难溶于清洗剂。
一般比较疏松的树脂残留物,以相似相溶原理和溶解系数为理论基础,,选用不同溶剂的组合来达到溶胀和溶解后即可清洗去除。但有机酸会和锡、铅等金属及其金属氧化物发生金属皂化反应形成羧酸盐,且温度越高,时间越长形成越多。这类质硬金属盐一般溶剂无法清除,需超声波协助清理。因此工艺上可通过降低温度和缩短时间来减少该类残留物的形成。另外,焊后有机物的变性给清洗剂的成分配置带来困难,再加上组焊剂的品种和PCB生产工艺中的化学干扰,焊剂中某些溶剂的介入破坏了组焊剂原有表面品质,使得白斑现象层出不穷,只有针对性地选择清洗剂了。
鉴于白斑的种类比较多,且对PCBA加工产品质量会有一定影响,因此有必要找出不同种类白斑产生的原因,白斑现象在波峰焊接及再流焊工艺中均有发生,白斑成分非常复杂,成因也不易被预测。由于波峰焊接工艺控制较为复杂,白斑辨识也较困难,生产中一般可通过以下几步加以确认。
二、PCBA白斑成份辨识方法
1、PCB辨识
从问题批量中取出几块未插件的裸板,使用一般除助焊剂的清洗程序进行预洗。预洗后的裸板采用标准组装工序后清洗。若预洗后的板子经过相同程序后无白斑出现,表示问题是裸板受到污染。确认裸板的制造过程是否有问题。
2、助焊剂辨识
从问题批量中取出几块未插件的裸板,不添加助焊剂,但按照标准组装工序进行其他步骤。若无白斑出现,表示问题与助焊剂及焊锡有关。
3、焊接辨识
重复助焊剂辨识,但略过波峰焊步骤。若无白斑出现,表示问题与焊接温度太高或时间太长有关。
4、清洗剂/清洗工艺辨识
标准组装工序后的PCBA,延长焊后至清洗的间隔时间待温度降至室温后再进行清洗。若无白斑出现,表示问题与清洗工艺温度有关。
5、其他成因辨识
其他原因造成PCBA表面残留物,可通过光学方式来检查其形态,也可通过滴入水或酒精等溶剂来观察。若溶于水则表示为无机物残留,若溶于酒精则表示为有机残留物。
三、PCBA白斑种类及形成原因和清洗方法
常规PCBA清洗方法可能对本文涉及的部分顽固性白斑的效果有限。下面根据不同PCBA白斑出现的原因针对性介绍相关清洗方法。白斑大部分是来自于助焊剂中的松香或水溶性酸发生了化学变化。下面对两种成分产生白斑原因进行简单分析。
1、松香树脂残留物
含有松香或改性树脂的助焊剂,主要是由非极性的松香树脂及少量的卤化物有机酸和有机溶剂组成。卤化物有机酸(如乙二酸)等活性物质在焊接过程中经过复杂的化学反应过程,产物可以是未反应的松香、聚合松香、氧化松香、分解的活性剂及卤化物以及与金属反应产生的金属盐等。未反应的松香较易除去,但具有潜在危害的反应物不容易清除。
2、氧化松香残渣
松香树脂主要由松香酸组成,由于其分子中有不饱和的双键,很容易被氧化。焊接受热时,松香酸迅速氧化成过氧化物和酮类化合物,比原树脂更不容易溶于溶剂,清洗后在PCB表面就会出现明显不规则分布的白斑,而且在PCB受热较厉害的部分更加明显。
这类白斑不能用普通的含氯、含氟溶剂清洗干净,酒精溶剂或被皂化的水也不能将它清除。常采取两种办法:适当的擦洗方法;用加热的原始助焊剂将其溶解,然后再用正常的清洗溶剂将它清除。
另外,为了提高松香的抗氧化性,部分助焊剂配方中使用了改性后的氢化松香予以改善。但由于焊接过程中复杂的化学反应,此方法并未有效防止白色残余。
3、聚合松香残渣
松香型助焊剂在焊接过程中发生聚合反应,原因与氧化松香成因一样。当松香聚合时,会形成一些长链分子,顽固地牢牢附着在PCB表面,不溶解于任何普通溶剂。值得注意的是,聚合松香形成需焊料表面的锡氧化物做催化剂,去除办法一般采用和氧化松香同样的办法。
4、水解松香残渣
松香本身不溶于水,但在储存和使用过程中,会吸收空气中的潮气,再用水清洗方式和含水酒精溶剂进行清洗时,同样会与水结合,发生水解反应。松香中被水解的部分一般不溶于清洗溶剂,但其形成本身是个可逆过程,给水解松香缓慢加热到100 ℃,水解松香将会分解,然后用常规溶剂将其去除。但若加热控制不当,将导致其发生不可预料的复杂化学反应,形成更难清洗的其他残留。
5、有机酸焊剂残留物
含有机酸的助焊剂残留物,主要是未反应的有机酸(如乙二酸、丁二酸等)及其金属盐类。大多数无色免清洗助焊剂就是这一类,主要由多元有机酸组成,也包括常温下无卤素离子而焊接高温时产生卤离子的化合物,有时也包括极少量的极性树脂。有机酸与焊料形成的盐类有较强吸附性能,且溶解性极差。使用水溶性助焊剂时,更大量的这类残余物及卤化物盐类会产生,但由于及时的水清洗,这类残留物可以得到很大程度的降低。
6、免清洗助焊剂造成的残渣
免清洗助焊剂焊后,焊点表面一般有一层透明的胶膜将残渣紧紧包裹,但若进行清洗破坏了这层透明物质,暴漏的残渣将以难溶白色斑块表现出来,其基本成分和上述残渣类似。
7、水清洗工艺造成的残留
水清洗过程中,皂化剂过于集中或活性过强,会引起PCBA焊料表面的氧化,形成白色的氧化锡膜。若水清洗过程中使用了铝或锌的夹具(如清洗篮),或将其用磷化工艺电镀,铝或锌将首先被氧化而形成氧化铝或氧化锌薄膜,或者是混合磷/锌薄膜,污染焊锡表面。铝夹具还会和水溶液中的皂化剂发生反应,在铝的表面形成白色残留,通过水转移到PCBA表面,造成污染。
另外,若清洗用水为硬水,将富含镁、铁或钙,当PCBA清洗干燥后,也会留下白色的残留。正常情况下,水会被强制从板面吹走,以免水溶性白色残留在板面,但此方法往往不怎么有效,即使是软水,清洗后也常常有白色的钠盐留在板面。
8、PCBA材料兼容性不佳造成的残留
▪ PCB+松香助焊剂+焊料残渣
PCB层压结构中未反应完全的环氧氯丙烷会引起松香助焊剂的聚合反应,不过焊料氧化物的存在是其聚合反应的先决条件。要解决此问题,首先要保证PCB层压材料的完全固化。
▪ PCB+助焊剂残留
PCB层压结构中的环氧树脂由环氧氯丙烷和四溴双酚A热固化而成,其中溴是作为阻燃剂而添加的。环氧树脂由于种种原因,有时并不能完全固化,其中的溴苯酚在高温下(135℃)发生分解反应,形成溴离子并与富铅的焊料表面发生化学反应,形成白色的溴化铅,并与金属的氯化盐混合,不溶于任何酒精和水,但溶于稀盐酸。要根本上解决此问题,PCB制造商必须控制好其制造工艺。
▪ 焊料+松香助焊剂残渣
焊接过程中焊料、元器件引脚的Sn、Pb、Cu、Fe等元素会和助焊剂中的酸发生复杂的化学反应,形成一系列复杂的化合物,其中以Sn和Pb的松香酸脂和海松酸甲酯为多。要解决此问题,需通过一些预防性措施,比如对焊接工艺进行优化,减少松香受热时间等。
▪ 焊料+卤化物活性剂残渣
焊接过程中助焊剂里活性剂和各种成分发生复杂的反应,形成金属卤酸盐,通常是Sn、Pb、Cu的氯化物,被固化的松香类树脂紧紧包裹,活性难以发挥,主要表现为半透明的高绝缘性物质,在一定程度上影响了外观。一旦进行清洗,胶膜被破坏,氯化物会进一步与空气中水分和二氧化碳形成碳酸盐,主要为白色碳酸铅和氢氧化铅。图11为有铅焊点存放一段时间后出现白斑的现象及成因。要避免此类问题发生,可选用低活性助焊剂或不做任何清洗,或彻底清洗。
▪ 焊料+清洗剂残渣
含氯含氟的清洗剂常用来清洗焊后PCBA表面残留物,清洗剂中各种卤化物离子与金属发生复杂的化学反应,形成难容的化合物,最常见的依然为氯化铅和碳酸铅。要避免此类问题出现,最好用干净未过时的清洗剂,同时避免产品吸潮。
四、怎么避免PCBA白斑的产生
1、控制PCB及元器件清洁度
PCB与元器件来料应保证表面无明显污染物,元器件表面的污染物也会因工艺原因带到PCB上。一般PCB的离子污染应控制在1.56 mg/cm 2 (NaCl)以下,元器件在保持可焊性的同时,保证同样的清洁度。
2、防止PCBA转移过程污染
组装好的PCBA随意堆放,车间环境未达到无尘车间要求,人员操作不合规范等,极易引起PCBA板面的污染,因此应采取必要的措施,保证作业条件清洁度要求。
3、焊剂或焊膏的选择
选用低固含量或免清洗的焊剂或焊膏,并尽量优化工艺,保持PCBA板面清洁度最佳。一般新焊材的应用最好通过工艺试验验证,然后再确定。
4、加强工艺控制
PCBA板面残留物主要来自于焊剂,因此在保证焊接质量条件下,尽可能提高焊接时的预热温度及焊接温度,以及必要的焊接时间,使尽可能多的离子残余会随着高温分解或挥发。另外,采用防潮树脂保护等措施,也能间接地防治或降低离子残留物的影响。
5、使用清洁新工艺
PCBA板面的离子污染绝大部分在清洗前难达到标准。要么与客户协商降低要求,要么进行严格的清洗工序。目前由于环保要求,许多性能好的溶剂可能不被使用,必须选用清洁工艺,又不对环境造成新的污染,这是件非常不容易的事情。
焊后残余物是直接影响产品质量极为重要的一环,离子性残余易引起电迁移造成绝缘性下降,松香树脂性残余易吸附灰尘或杂质引起接触电阻增大甚至开路失效,焊后需进行严格的清洗。随着电子产品对可靠性要求的重视,清洗工艺将会得到推广与应用,尤其是在航天、航空等电子设备中。电子产品制造商应当根据产品类型和自身条件,合理选择清洗工艺,从而提高产品质量。
深圳宏力捷推荐服务:PCB设计打样 | PCB抄板打样 | PCB打样&批量生产 | PCBA代工代料